2023.04.06
精密切断機のトラブルを防ぐ!~その3~【クーラントの管理】

クーラントが劣化することで様々なトラブルが引き起こされます。装置のサビや腐食を防ぎトラブルを未然に防ぐにはクーラントの管理が重要です。どんなに良い切削油を使用していても、その機能を維持する為には、日頃から正しいクーラントの管理を行う必要があります。
クーラントの濃度管理

良質のクーラントは油膜を形成し切削屑を包み込み、金属イオンの流れ出しを防ぎ、陰イオンとの結合を抑えます。この適正な油膜を作るための目安として濃度管理を行います。濃度管理には屈折計を使用し、切削油が指定濃度の範囲になっているか確認します。
良質なクーラントを作る為に、簡単な事ですが気を付けなければならない事がいくつかあります。まず、水は必ず水道水を使用して下さい。工業用水や井戸水はバクテリアや金属イオンが含まれている場合があり腐食の原因となりますので使用しないようにしましょう。
次に水を先に入れてから切削油を入れるという順番です。切削油を先に入れてから水を入れると、切削油と水が均一に混ざらなくなり大切な油膜形成機能が発揮できません。必ず、①水、②切削油の順番に投入しクーラントを作りましょう。クーラントの量が多い場合は、複数回に分けて行うとさらに良いです。100リットルのクーラントを作る場合は2、3回に分けて行います。例えば、30リットル程度水を入れて、切削油を設定の割合になる量を入れて攪拌、これを繰返しながら100リットルまで作ります。攪拌作業も大切ですのでしっかりタンク内で混ぜ合わせましょう。クーラントが出来たら、装置と接続し5~10分程度ポンプを回して循環させ、さらに攪拌させます。
クーラントは切断時にミストとなって揮発していき、タンクから持ち出され減って行きます。減ったクーラントを継ぎ足さなくてはいけませんが、その際にも注意が必要です。「水だけ」もしくは「切削油だけ」の追加はNGです。必ず水と切削油を混ぜてミニクーラントを作り継ぎ足しましょう。その際、少し濃い目のクーラントにすることがポイントです。理由はpH値の為ですが、詳細は次の項目で。
クーラントのpH管理
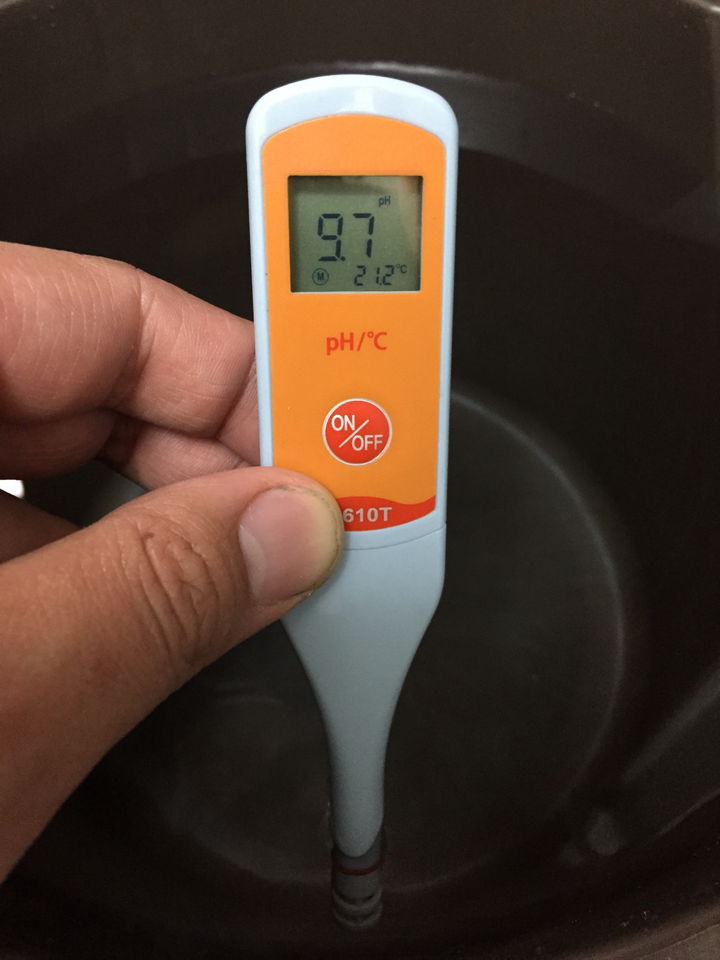
pHは、水素イオン指数と呼ばれる1~14の数値で表されるもので、液中に含まれる水素イオンが多いと1に近ずき、少ないと14に近ずきます。7が中性、6以下が酸性、8以上がアルカリ性となります。pHが1変わると水素イオン濃度は10倍、2変わると100倍変わります。pHが1違うだけでも大きな環境変化と認識しましょう。
金属の錆は酸性下で発生しますので、クーラントをアルカリ性することで錆の発生を防ぎます。クーラントの適正pH値は、切削油に依存しますが多くの場合、pH 8~11程度です。pH値が高くなると手荒れなどの健康面や砥石にも影響が出る恐れがあるので気を付けましょう。また、アルミや銅などはアルカリ性に反応して変色やシミが出来ることがあります。そのような場合は、中性に近い切削油を選定するようにしましょう。
クーラントのpH管理には、pH測定器を使用して確認をします。pH測定器が無い場合は、リトマス試験紙でおおよそのpH値を把握出来ます。pHが切削油の指定する範囲内にあることを確認し、低ければ切削油を加えてpHを上げます。基本的にクーラントは酸性化していきます。継ぎ足す場合は、先に述べたように水に切削油を濃くして混ぜたものを継ぎ足すようにしてpHをアルカリ性に戻します。
クーラントは使用していなくても劣化していきます。定期的に測定することを忘れずに行いましょう。
クーラントの交換頻度は?
クーラントは、使用する切削油、掃除の頻度、切断する材料、切断頻度、温度等の環境に大きく影響されますので、一概に管理基準を置くことは難しいです。
その為、自社独自の運用管理が必要になります。運用管理に当たり、最初は1週間に1回位程度の濃度管理とpH管理を行うことを推奨します。数カ月のデータが取れたら、自社のクーラントの劣化スピードの傾向が解ると思いますので、それをもとにクーラントの使用期限を決めて交換するようにしましょう。
交換の判断としては、指定の濃度とpH値が崩れていきた時です。指定の濃度になっているのにpH値が指定値より低い又は高い、pH値は正常なのに濃度が濃い又は薄いといった場合です。金属イオンやバクテリアといった要因でクーラントが劣化していると判断します。

この他の判断基準としては、次のような場合です。
・タンク内に目に見えて切断屑が溜まっている
・腐敗臭がする
・異物が浮かんでいる(バクテリア、グリス、潤滑油等)
・クーラントの色が青又は黒っぽくなっている
・装置に錆の発生が増えた
・切断後の試料に錆が発生しやすくなった
上記の基準がどれか1つでも当てはまれば、クーラントの交換を行いましょう。
ちなみに、弊社が考えるクーラントの最長使用期間は6ヶ月です。これは、弊社の経験上の数字であり詳しいデータに基づくものではありませんが、6ヶ月以上使用したクーラントで濃度、pH値共に正常なものに出会ったことが無いからです。精密切断の場合、切断屑の特性もあり水溶性切削油で作られたクーラントは、劣化しやすく寿命が短いのです。掃除や管理を全く行っていなければ、1か月持たずに劣化してしまうこともよくあります。その為、日頃のクーラント管理で装置の健康状態を把握することが大切です。精密切断機の寿命は、クーラントの管理で決まると言っても過言ではありません。

関連記事
-
 精密切断機のトラブルを防ぐ!~その1~【トラブルの正体】2023.03.24
精密切断機のトラブルを防ぐ!~その1~【トラブルの正体】2023.03.24 -
 精密切断機のトラブルを防ぐ!~その2~【切削油選定】2023.04.06
精密切断機のトラブルを防ぐ!~その2~【切削油選定】2023.04.06
関連製品
-
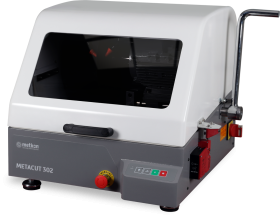
中型精密切断機 手動タイプ
METACUT-302
メタカット302は最大でφ305mmの砥石が取付可能な手動の中型切断機です。必要最小限の機能に絞ったことで、簡単に取扱いが出来て、故障率の少ない装置になりました。経済性にも優れています。
-

中型精密切断機 手動/自動タイプ
SERVOCUT-302
サーボカット-302は最大でφ305mmの砥石が取付可能な中型切断機です。精密切断で最もご要望の多い、試料高50mm前後の金属試料の切断を得意としています。手動と自動どちらにも対応し、テーブル送り切断とチョップ切断が標準切断方法になります。
-

中型精密切断機 手動/自動タイプ
SERVOCUT-402
サーボカット402は最大でφ405mmの砥石が取付可能な中型切断機です。サーボカット302よりも一回り広いテーブルで、取付けられるクランプ、オプションも多くなります。テーブル送り切断とチョップ切断が標準切断方法になります。
-

大型精密切断機
SERVOCUT-502
サーボカット502は、最大でΦ510mmの砥石が取付可能な大型切断機です。大型切断機は、主に鋳物やギアなどの大きい部品の切出しに使用されますが、サーボカット502は切断後、研磨に移行可能なレベルの切断面を提供出来ます。自動切断がメインの仕様ですが、オプションで手動切断機能も付けることが出来ます。
-

大型精密切断機
SERVOCUT-602
サーボカット602は最大でΦ600mmの砥石が取付可能な大型切断機で、サーボカットシリーズ最上位機種です。大型切断機は、主に鋳物やギアなどの大きい部品の切出しに使用されますが、サーボカット502同様に切断後、研磨に移行可能なレベルの切断面を提供出来ます。砥石移動機構と回転テーブル機構を装備する最先端の精密切断機です。